Industrial chemical storage containers are of the utmost importance in numerous industries because they securely contain ignited and hazardous substances. These containers aim to efficiently store liquid or solid raw materials, intermediate products, and finished goods. Dependable and superior-quality tanks ensure uninterrupted pharmaceuticals, food and beverage production, and oil and gas operations.
Stalwart International, one of the top chemical storage tank suppliers, has been producing industrial-grade containers utilized by numerous companies around the globe for more than 40 years. We possess the necessary proficiency to provide tailored solutions, including carbon steel, stainless steel, and other materials, whether the requirement is for flat-bottom or cone-bottom containers. Their tanks are renowned for their resilience against corrosion, trouble-free operation in the most severe conditions, and durability.
Overview of Storage Tanks
Chemical storage containers for industry are available in various configurations to accommodate a wide range of uses. The capacity of tanks can vary greatly, from compact portable vessels that can hold a few thousand litres to enormous fixed containers that can hold over a million litres.
In construction, various materials are utilized by chemical compatibility standards. Easy access points, venting systems, instrumentation, and safety devices are all essential features. The industrial storage tank manufacturer determines the design of tanks by product attributes such as storage temperature, pressure, and physical condition.
Optimal tank specifications guarantee the effective management and transmission of chemicals during the procedure. Chemical storage tank manufacturers in India comply with rigorous industry and regulatory criteria concerning the selection of materials, welding processes, testing procedures, and certification. It helps reduce environmental and safety risks linked to the storage and processing of chemicals.
Function of Storage Tanks
The main functionalities of storage tanks are:
- Mixing
- Processing
- Static storage
- Raw and finished chemical transportation
The chemical storage tank supplier provides a tailored storage tank to store different types of chemicals, like propane, LNG, fertilizers, petroleum products, crude oil, sulphuric acid, ethylene, and industrial chemicals, like sodium hydroxide, propylene, and nitrogen. Besides, depending upon the operations, they are available in capacities ranging from 1000 litres to 10,000 litres.
Types of Material Used in Storage Tanks
Mainly, there are three types of material used in storage tanks, including:
- Stainless Steel Tank
- Polyethylene Tanks
- Fiberglass Tanks
Different Types of Storage Tanks Supplied By Chemical Tanks Manufacturer
Each tank of a different material has a distinct usage and significant advantage over others. Let’s understand every type of industrial storage tank manufactured by a prominent chemical tank manufacturer:
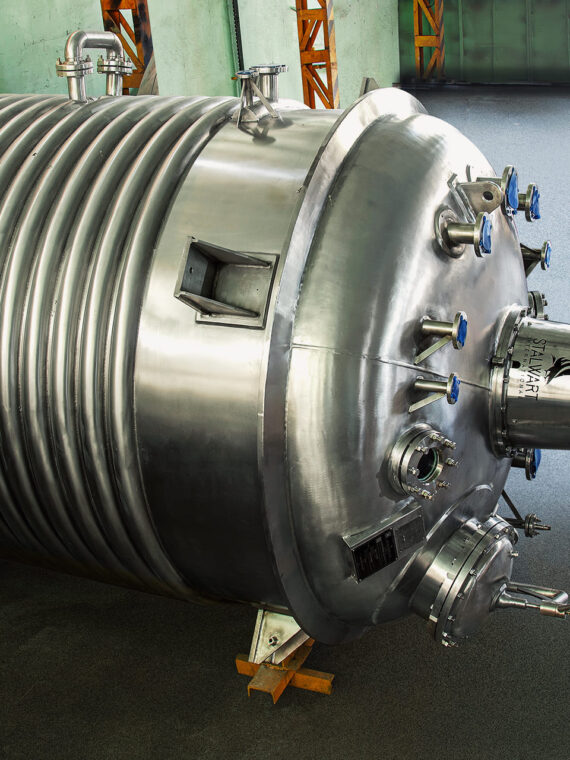
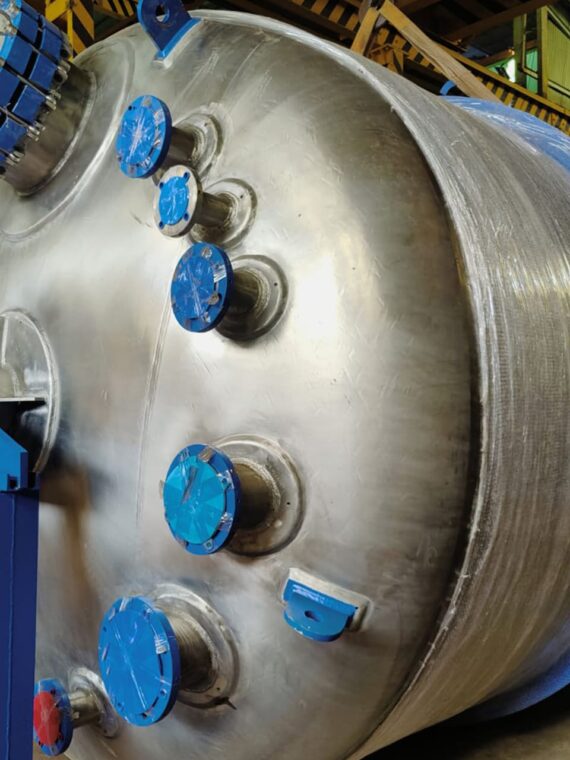
Stainless Steel Tanks
The most abrasive corrosive liquids, solvents with stringent purity requirements, temperature-sensitive pharmaceuticals, and food items that necessitate careful contamination prevention can all be stored in stainless steel tanks, which are incredibly adaptable storage solutions. Stalwart has years of experience fabricating stainless steel tanks appropriate for cryogenic or high-temperature applications as one of the leading chemical storage tank manufacturers in India.
Advantages
The primary benefit of utilizing stainless steel for storage tanks is its exceptional resistance to corrosion, which enables the storage of almost any liquid for industrial purposes.
Compared to carbon steel, stainless steel provides enhanced durability and prevents the need for replacement due to corrosion damage that can occur after decades of use. The various stainless steel alloys possess exceptional strength-to-weight characteristics, essential for reducing the structural construction cost of large tanks.
Stainless steel tanks offer reduced lifespan ownership costs because their solid, nonporous surface discourages build-up accumulation and allows simple cleaning routines. In sanitary pharmaceutical or food operations, electropolished stainless steel facilitates straightforward sterilization. Compared to tanks made of alternative materials, stainless steel tanks necessitate significantly fewer maintenance interventions.
Polyethylene Tanks
Polyethylene tanks offer a secure and cost-effective means of storing water solutions, processing moderately acidic or caustic liquids, using salt and salinity mixtures in various manufacturing processes, and widely employed solvent formulations across industries. Long-lasting outdoor installation of polyethylene tanks is possible in any environment due to the stabilizing agents contained in the polyethylene resin, which block the damaging effects of UV radiation from the sun.
It permits testing concepts at scale or the intermittent usage of batches of specialized chemicals without requiring permanent investments in extensive storage infrastructure. The combined effect of corrosion resistance and moulded-in stitch welded seams in polyethylene tanks guarantees the absolute containment of liquids. Polyethylene is thus especially suitable for experimental chemical reactions and scale-up projects where unexpected breaches might significantly influence research efforts.
Advantages
In addition to their exceptional chemical resistance, polyethylene tanks are heavily regarded for their significantly reduced weight compared to metal vessels of equivalent capacity. This feature greatly facilitates logistical operations, rigging processes, and installation. Stalwart, an established chemical tank manufacturer in India, employs rotationally moulded polyethylene fabrication to produce interior tank surfaces impermeable to contaminants and devoid of gaps.
The robust high-density polyethene construction’s extraordinary toughness and impact-absorbing capacities reduce the likelihood of leaks caused by unintentional drops or collisions that may occur during transport and handling.
Compared to metals, the low heat transfer rate preserves the temperatures of stored liquids, including heated ingredients and solutions that require cooling. Lastly, translucent polyethylene enables remote and uncomplicated visual-level verification of fluids using float balls alone.
Fiberglass Tanks
Fibreglass can store various corrosive compounds due to its inherent corrosion barrier properties. Fibreglass tanks play a vital role in the waste treatment, chemical processing, and mining sectors by consistently confining sodium hydroxide and other highly acidic byproducts that degrade other vessels at a rapid rate.
FRP (fibre re-inforced plastics) tanks are sufficiently durable to maintain service under reasonable pressure while preventing potentially dangerous interactions between the medium and surroundings. Interstitial leak monitoring on double-walled fibreglass tanks enables the prompt detection of interior tank breaches during chemical transfers and fluid agitation, thereby enhancing protection.
Plastics reinforced with fibreglass are resistant to temperature fluctuations in commercial boiler systems. FRP tanks store heated asphalt mixtures and specific molten sulfur compounds. Fiberglass’s inert interior surface is essential for securely storing corrosive oxidizers and reducing agents, including sodium borohydride and hydrogen peroxide.
Advantages
Composite fibreglass plastic construction is one-fourth the weight and approaches the corrosion resistance of stainless steel at a reduced overall cost. In conjunction with modular fabrication techniques, this substantial reduction in density facilitates component transport and tank relocation, if required, and reduces foundation and structural expenses.
By eliminating irregularities that capture residues, the faultless interior finish and gel coat applied to fibreglass storage tanks reduce tank cleaning times by as much as 10% compared to metallic vessels. Additionally, seamless surfaces purge more efficiently when material changes occur.
As an electrical and thermal insulator, fibreglass prevents hazardous condensation formation and enables the installation of wraparound heaters. Bolted panel assemblies provide access for future enhancements and maintenance, prolonging service lives.
Rely on the Experts: Stalwart International as Your Trusted Storage Tank Partner
Choosing the proper storage vessel designed by chemical storage tank manufacturers is critical when dealing with dangerous substances such as acids, alkalis, etc. Industries must select vessels made from materials that are resistant to corrosive substances. It guarantees secure containment and transportation, facilitating uninterrupted operations in the long run.
Stalwart International has extensive experience designing bespoke solutions by application requirements as a prominent chemical storage tank supplier for over four decades. We will provide your business with high-quality, regulation-compliant chemical storage tanks based on our extensive experience serving leading companies worldwide. Contact the team of experts today to share your requirements.