The textile chemical industry growth has been exceptional in the global market, with a very high CAGR of 11% expected within the forecast period of 2023-2028. The driving factors of this extraordinary growth are the growing demand for textiles, the growing demand for performance-enhancing chemicals, and the current revolution of the textile production into a more sustainable and technology-oriented business. To meet this expansion, the manufacturers must not only innovate with the use of chemicals but also rely on advanced textile machinery and equipment to guarantee efficiency, safety, and a high return on investment (ROI). This blog discusses the most influential forces driving the growth of the textile chemical industry, the importance of modern equipment, and how the industry is evolving in line with global standards.
Major Forces that Influence the Demand of the Textile Chemical Industry.
The chemical industry of the textile industry continues on its upward trend due to various reasons:
- Growing demand in the consumption of textiles in the world: The continuously changing fashion and clothing sector needs more luxury textile chemicals, including textile dyes, textile finishes, and printing agents.
- Performance and Functional Textiles: The market is growing at a rapid pace, and it requires the application of the following textile properties: water-resistant, flame-resistant, anti-bacterial, and wrinkle-resistant. The needs require the development of elaborate chemicals and equipment in great detail.
- Sustainability Concerns: The increasing demand for eco-friendly textile products has led to the development of biodegradable and less polluting textile chemicals, which require specialized production.
- Technological Innovations: The technological revolution in the textile industry has enabled the industry to undergo technological innovations such as automation, artificial intelligence usage, and other intelligent machines, which guarantee the quality of the end product and facilitate the process of production.
All of these drivers lead to the fact that it is not only the industry that is growing, but also one that is changing at a very fast pace and needs the assistance of sophisticated textile chemical equipment manufacturers.
Importance of Resilient, Efficient, and ROI-Driven Equipment
The chemical manufacturing of textile processes has several stages of accuracy and robustness. The machinery plays a crucial role in the production of specialty chemicals, from purification to its application on fabrics. Poor quality of equipment and aging can cause clogging, lower output quality, and increased maintenance costs.
Advanced equipment ensures:
- Good performance: Reduced processing time and time off.
- Quality management: Uniformity in the use of chemicals and chemical concentration.
- Sustainability: Optimal utilization of resources, such as energy-saving activities.
- Increased ROI: Minimized wastage and extended machine cutting, reducing operational costs.
As the businesses have been the most innovative ventures in the textile chemical industry, the necessity of well-structured and ROI intensive equipment is an essential requirement.
Dyeing Machines, Textile Printing Machinery, and Finishing Equipment.
The equipment involved in the production of textiles includes dyeing equipment, textile printing machines, and finishing machines. They play a crucial role in treating cloth with chemicals that enhance its appearance and utility.
- Colouring Machines: Uniform Apparel colouring: Reactive, vat, or disperse colouring. The colouring machines currently available are greener, using less water and chemicals.
- Texplant Machines: Designing lines and designs on clothes. The digital printing equipment is sophisticated, allowing precision, flexibility, and speed, while also eliminating ink wastage.
- Finishing Machines: The final characteristics (softness, durability, or exterior resistance) are added to the fabrics. Finishing solutions are digitized to provide consistency and reduce reliance on manpower.
Sustainability has not required conflict with the purposes of the main upgrading of these machines because they have made the processing of textiles scalable.
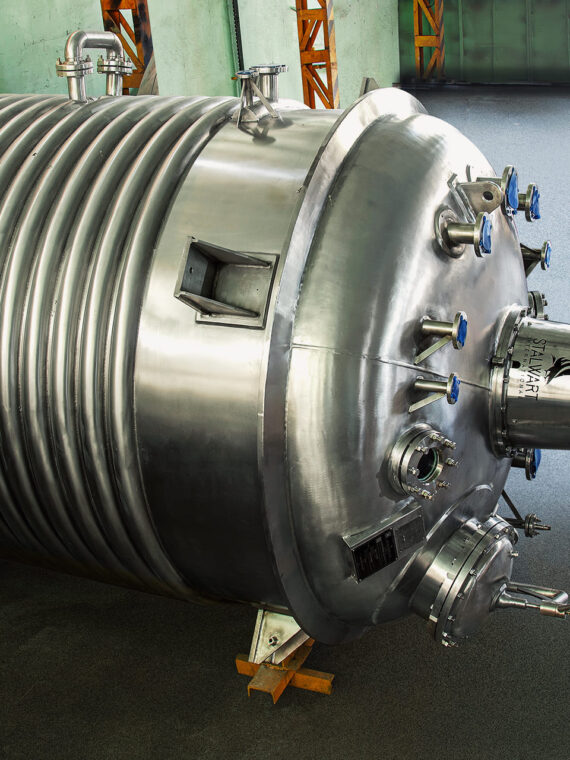
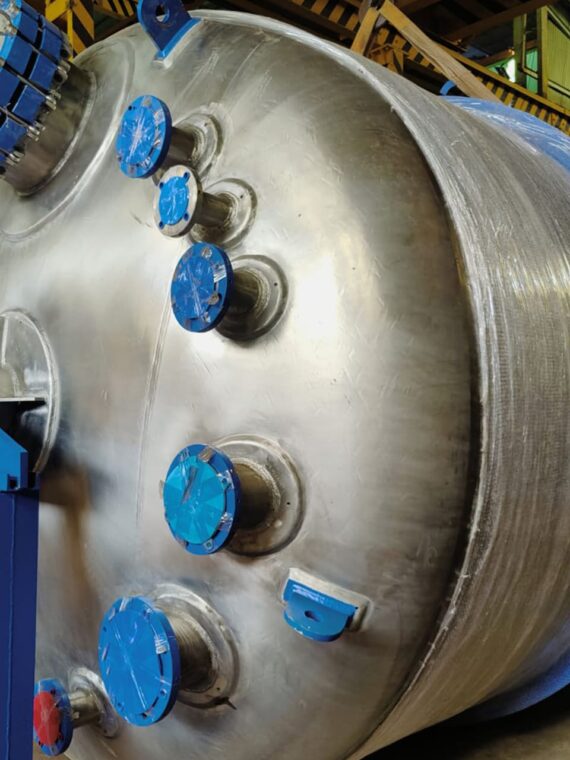
Specialty Chemical Equipment: Reactors, Distillation Columns, Crystallizers, and Centrifuges
Besides the activities at the level of fabric, there are specialty chemicals (used in the textile industry) that require special equipment.
- Specialty Reactors: The former is done using the first process, which is the synthesis of the chemicals used in producing textiles at a controlled pressure and temperature. Construction of reactors is also designed safely and accurately to produce high-quality chemicals. Many global chemical reactor manufacturers in India are focusing on advanced, safe, and scalable designs.
- Distillation Columns: They are used to segregate and purify chemical components to produce an end product to the expected criteria of execution and security.
- Crystallizers: The instruments permit the conversion of chemical solutions into solid crystals that are necessary in the making of dyes, as well as finishing agents.
- Centrifuges: This will assist in the separation of impurities to reach the required concentration and texture of chemicals.
The combination of these systems forms the foundation of an effective textile chemical production cycle, enabling industries to scale up without compromising purity and compliance.
You May Also Like: How Smart Engineering Cuts Chemical Reactor Costs
Conformity of ISO and ASME Certifications of Safety and Quality.
With the growth in global demand, the responsibility for maintaining safety and compliance increases. Some of the reputed manufacturers of textile chemical equipment are complying with international standards, such as:
- ISO 12100: Devoted to machine safety, where the equipment is designed to reduce risks.
- ISO 9001: 2015 provides a consistent quality management system, enhancing reliability and customer satisfaction.
- ASME U Certification: This ensures that pressure vessels and reactors are sound, which is crucial for the synthesis of chemicals.
Besides its operational safety, compliance tends to enhance the image of any company in the international market and subsequently contributes to its growth as more people would use the company.
You May Also Like: Why the Right Equipment Matters in Textile Chemical Industry
Conclusion: Future of Textile Chemical Industry and Equipment Innovations
Innovation, sustainability, and efficiency are all that will help the textile chemical industry to grow in the future. The industry is projected to undergo a massive change with a right outlook of 11% CAGR between 2023 and 2028. In a bid to continue this trend, manufacturers will be required to incorporate modern textile machinery and tools in their production processes, which will be of good quality, safe, and profitable.
With sustainability becoming an increasingly important element, new inventions of eco-friendly dyeing machines, automated drying processes, and intelligent specialty reactors will transform the industry. Partnering with a trusted equipment manufacturer for textile chemical industry solutions will be vital to achieving efficiency, compliance, and long-term profitability. Companies that invest in high-quality or certified equipment today will not only meet current demands but also position themselves as leaders in the global textile chemicals market in the future.
FAQs
1. What is driving the growth of the textile chemical industry from 2023 to 2028?
The growth of the textile chemical industry between 2023 and 2028 is fueled by rising global demand for functional textiles, sustainable fabrics, and performance-enhancing chemicals. Innovations in advanced equipment such as automated dyeing systems, eco-friendly finishing machines, and digital printing technologies are also helping manufacturers reduce costs while meeting environmental standards.
2. What role does advanced equipment play in the textile chemical industry?
Advanced equipment enables precision, efficiency, and sustainability in the textile chemical industry. From high-speed digital textile printers to energy-efficient dyeing machines, modern technology ensures better fabric quality, reduced water and chemical usage, and faster production cycles—key factors in keeping up with global demand.
3. What are the major trends in the textile chemical industry?
Some of the major trends in the textile chemical industry include the shift toward bio-based and eco-friendly chemicals, the adoption of smart textiles, digital textile printing, and automation in processing. Sustainability and circular economy practices are becoming central, with brands and manufacturers focusing on reducing carbon footprint and waste.
4. How does chemistry influence the textile industry?
Chemistry is at the heart of the textile chemical industry. From dyeing and finishing to providing water resistance, flame retardancy, and antibacterial properties, textile chemicals improve both functionality and durability. Advanced chemical formulations are now designed to meet stricter global regulations while supporting eco-friendly fabric innovation.
5. What challenges does the textile chemical industry face today?
Despite rapid growth, the textile chemical industry faces challenges such as rising raw material costs, stringent environmental regulations, and waste management issues. Balancing large-scale production with sustainable practices is a key challenge for manufacturers worldwide.
6. What is the future outlook for the textile chemical industry?
The future of the textile chemical industry looks promising, with an expected CAGR of over 11% from 2023 to 2028. The industry will continue to evolve with the adoption of green chemistry, automation, digital printing technologies, and the growing demand for smart and sustainable fabrics across fashion, healthcare, automotive, and technical applications.