The chemical and pharmaceutical industries rely significantly on several types of reactors to carry out diverse chemical processes effectively and at scale. The selection of a reactor, which may include plug flow, batch reactor, or CSTR reactor, depends upon the reaction’s characteristics and the necessary processing specifications.
Stalwart International, one of the top chemical reactor manufacturers in India, is familiar with the varied requirements of these sectors. As a reputable supplier of customized reactor solutions, we have garnered decades of experience designing, engineering, and providing high-quality reactor solutions for chemical and pharmaceutical businesses.
According to a report, the chemical reactor market is poised to grow at a CAGR of 5.2% from 2021 to 2026, underlining the escalating demand for advanced reactor technologies. Besides, in the pharmaceutical sector, reactors contribute significantly to drug synthesis. A study reveals that over 80% of pharmaceutical processes involve chemical reactions conducted in reactors.
Understanding the Chemical Reactors
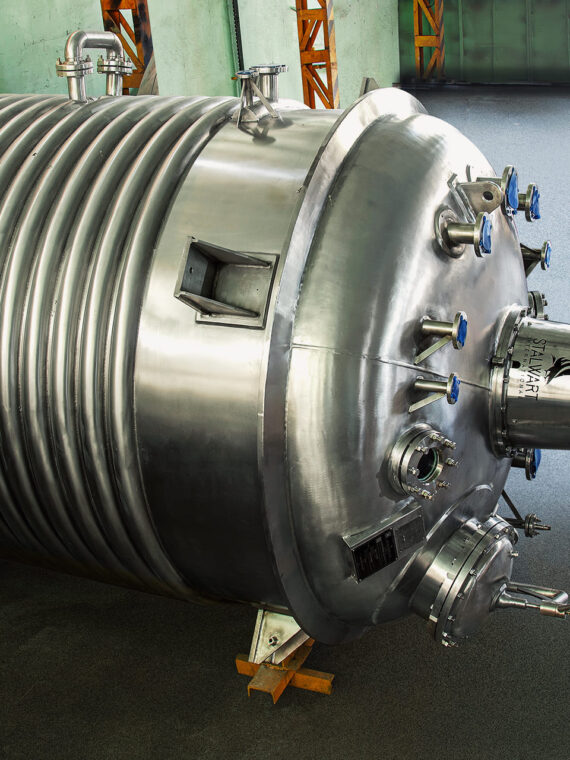
To contain chemical reactions, reactors are vessels or systems that create an optimal environment for the reaction process. Modern societies depend heavily on the chemicals, pharmaceuticals, polymers, and synthetic materials produced in reactors.
By supporting precise conditions such as temperature profiles, residence periods, and blending, reactors optimize the production of desired chemical compounds and ensure adequate reaction yields.
Here is the list of functions performed by chemical reactors manufactured by reactor manufacturers in India:
- Mixing reactants
- Facilitating heat transfer for heating or cooling
- Permitting precise reaction control
- Facilitating catalyst recovery
- Maximizing the conversion of raw materials
- Optimizing selectivity towards specific products
Pharmaceutical and chemical reaction companies have a critical need for complex reactor systems that are tailored to their particular process specifications. Leading high-pressure reactor manufacturers in India, such as Stalwart International, provide different types of custom-constructed reactors to optimize reactions in sectors ranging from commodity petrochemicals to advanced active pharmaceutical components.
Types of Reactors
Here is the list of reactors required in the chemical and pharmaceutical industries:
Batch Reactors
Batch reactors are Ideal for small-scale production, research, and development. They enable loading all reactants simultaneously and carrying out the reaction in a closed system under regulated parameters such as temperature, pressure, and agitation. As a result, they are well-suited for reactions sensitive to condition fluctuations.
Other advantages include ease of use, the capacity to conduct numerous reactions within a single vessel, and the ability to produce small quantities of distinct products. The widespread applications of batch reactors include the production of specialty chemicals and pilot plant trials.
Continuous Flow Reactors
Constant-flow reactors enable consistent reactant introduction and product discharge. They are Suitable for extensive manufacturing, ensuring consistent quality.
This feature enables careful regulation of crucial process parameters such as residence time distribution, temperature profiles, and blending. Continuous flow reactors facilitate optimal thermal management for exothermic and endothermic reactions and permit seamless integration into existing production lines. Their operation in a constant state guarantees consistent product quality and yields.
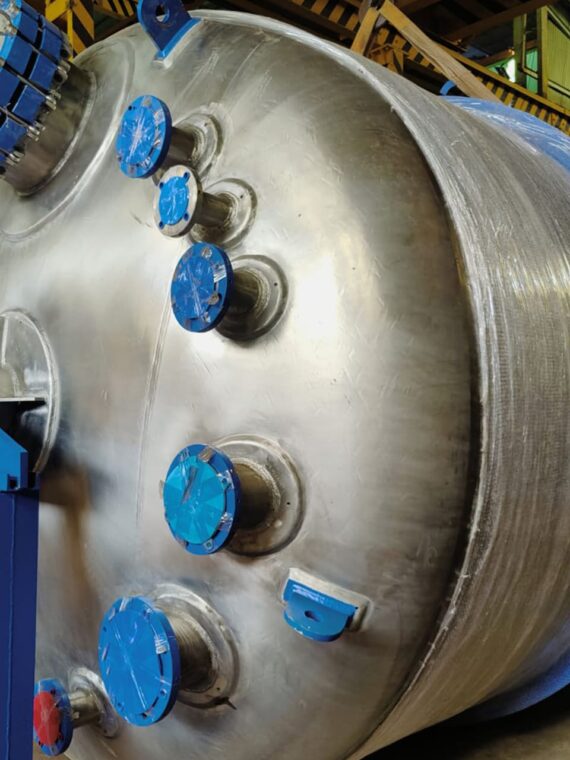
Stalwart International provides cutting-edge continuous flow reactors constructed from corrosion-resistant stainless steel featuring optimized hydrodynamic internals, as we are a prominent chemical reactor supplier.
Plug Flow Reactors
Plug flow reactors facilitate tubular movement of reactants, optimal for constant residence time. This flow pattern is optimal for reactions in which a constant residence time is necessary.
These reactors are widely used in polymerization in various temperature-controlled configurations. To accommodate various reaction kinetics, plug flow reactors may be formed into single-stage or multistage equipment. A range of temperature-controlled configurations, such as tube, shell, and packed bed variants, are offered to accommodate various manufacturing requirements.
CSTR (Continuous Stirred-Tank Reactors)
These reactors combine features of batch and continuous reactors by employing a completely mixed vessel for continuous input and withdrawal. They are extensively used in processes like fermentation, ensuring consistent conditions.
Baffles, complex agitators, and temperature vests should be incorporated into these CSTR designs to guarantee uniform blending and temperature regulation. This results in the consistent generation of high-quality output. Additionally, CSTRs enable an uninterrupted manufacturing cycle, which maximizes asset utilization and reduces downtime.
How To Purchase A Chemical Reactor?
Here is a list of factors you should consider before investing in a stainless steel chemical reactor:
Type of Reactor
Find a reactor which is suitable for your business process. A batch reactor is more suitable for handling small volumes, and a continuous flow reactor is more suitable for handling larger throughputs. Continuous reactors facilitate greater output, whereas batch reactors offer greater adaptability.
Material of Construction
The chemical process must be compatible with the material of the reactor. For most applications, stainless steel reactors from top SS reactor manufacturers such as Stalwart International provide durability. Exotic alloys might be deemed necessary in the context of exceptionally corrosive reactions.
Reactor Volume and Capacity
Determine the optimal reactor size in consideration of your production requirements. A smaller reactor may be adequate for experimental quantities, whereas larger reactors are necessary for economical large-scale production. Consider the trade-offs between the number of units, reactor volume, and process efficacy.
Operating Temperature and Pressure
The reactor’s design should be capable of securely managing the temperature and pressure conditions of the reaction. Evaluate the extremes of the process and incorporate an adequate safety margin.
Agitation System
Analyze the mixer speed, impeller design, and barriers for liquid reactions that require a homogeneous environment to prevent stagnant zones and guarantee uniform mixing. Advanced agitator designs with load-bearing shafts and sealed bearings deliver dependable results.
Heat Transfer System
Identify the heating and cooling requirements of the process and choose an appropriate cooling jacket, coil, or heat exchanger for the reactor. Chemical corrosion resistance is ensured in heat transfer apparatus by materials such as Hastelloy and stainless steel.
Safety Features
Safety systems such as emergency vents, rupture disks, gauges, and interlocks are vital for regulating chemical reactions, protecting operating personnel, and averting uncontrolled reactions. Equipment that has been certified conforms to global process safety standards.
Instrumentation and Control
Analyzers, transmitters, controllers, and sensors facilitate process monitoring, data recording, and the consistent automation of reactor control—integration of industrial communication protocols into advanced systems.
Cost and Budget
Costs for reactors vary according to construction material, dimensions, instrumentation, and customization. Assess lifecycle expenses, encompassing installation, commissioning, and maintenance, to guarantee optimal long-term value for money.
Wrapping up
Stainless steel chemical reactors are crucial in enabling the efficient execution of various chemical reactions across industries. Stalwart International designs and manufactures high-quality reactor systems appropriate for chemical, pharmaceutical, and specialty chemical production, among other processes, by comprehending application requirements.
Stalwart International, boasting an extensive portfolio and decades of domain expertise, effectively addresses various manufacturing needs using inventive reactor designs. Our certification and quality procedures are stringent, which guarantees optimal performance. As a leading chemical reactor manufacturer, we fulfill orders for both pilot-scale batch reactors and large production-scale continuous reactors, ensuring the delivery of compliant, high-quality equipment accompanied by timely support. Connect with our experts today if you are looking for high pressure reactor manufacturers in India.