Chemical reactors optimize conversion rates and yields by managing reaction conditions. The equipment facilitates chemical reactions between different substances to create new products or change the properties of existing ones.
From chemical production to food production, chemical reactors are essential equipment in many industrial processes. As the premier chemical reactor manufacturer, Stalwart International supplies cutting-edge reactor systems for safe, efficient industrial-scale production of specialized chemicals, polymers, medicines, and petrochemicals.
Read on as we explore the key benefits chemical reactors offer for maximizing output while
protecting safety in industrial operations.
Benefits of Chemical Reactor Use
Chemical reactors have several benefits over batch processing; hence, the chemical industry has adopted them. Here are the key chemical reactor benefits of using chemical reactors:
Efficiency
Chemical reactors maximize continuous processes to convert reactants into products quickly. Their efficient operation results in higher yields and throughput compared to batch reactors. Reactors can be designed for optimal temperature profiles, mixing, and flow patterns to improve kinetics and enhance reaction rates.
Leading chemical reactor suppliers like Stalwart International use computational fluid dynamics modeling to customize reactor design for peak efficiency. The use of advanced catalysts and engineered materials further improves reactor performance.
Quality Control
Careful control of temperature, pressure, residence time distribution, mixing intensity, and other critical parameters within the chemical reactor improves product quality consistency. Automated process controls with feedback loops allow tight regulation of conditions for high-purity output.
Online analyzers continuously monitor product streams to detect any deviations from specifications. Advanced sensors provide data for early fault detection. Regular maintenance and inspections ensure reactors operate as designed. Training operators in process optimization helps sustain output quality.
Consistent Quality
The continuous operation of chemical reactors with steady-state conditions enables very consistent product quality compared to batch reactors. Maintaining stable operating parameters like temperature and flow rates leads to uniform product specifications over long production runs.
This consistent output of high-grade products is one of the major advantages of chemical reactors. Built-in redundancy in the form of spare pumps and backup control systems allows uninterrupted production for reliable quality. Strict adherence to operating protocols also contributes to consistent product quality.
Reduced Waste
Optimized reaction conditions inside chemical reactors minimize side reactions, by-products, and impurities, resulting in less waste. Continuous processing reduces downtime and the need for reactor cleaning between batches, lowering wastewater generation.
Using excess reactants judiciously lowers effluent volumes. Overall, well-designed chemical reactors contribute to more sustainable, eco-friendly processes with minimal environmental impact. Reactants are consumed more efficiently with less hazardous emissions.
Lower Storage Requirements
Continuous operation of chemical reactors with steady production rates enables just-in-time manufacturing with lower on-site storage needs for raw materials and finished goods. This results in a smaller facility footprint and capital savings on storage infrastructure. Lean inventory management is facilitated by predictable output, allowing better coordination with downstream packaging and distribution. Potential safety issues from large inventories are also avoided.
Energy Conservation
Heat integration within the chemical reactor system helps conserve energy by recycling waste heat through heat exchangers. Optimized reaction rates enabled by reactors also lower energy usage by minimizing heating/cooling needs.
By enabling efficient chemical reactions, reactors reduce the overall energy consumption per unit of product manufactured. Improved heat transfer and insulation conserve thermal energy, resulting in lower operating costs.
Key Components of Chemical Reactors
Chemical reactors consist of several key components that enable optimized conditions for chemical reactions. The main components of a chemical reactor system are:
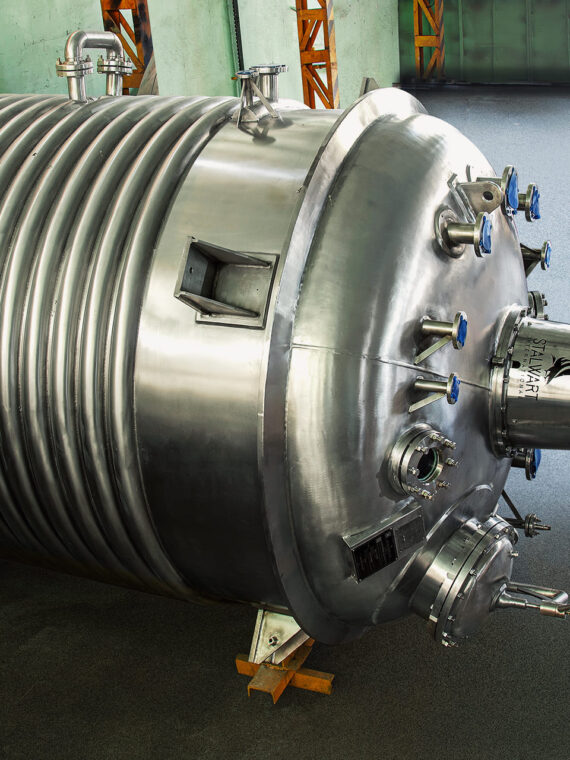
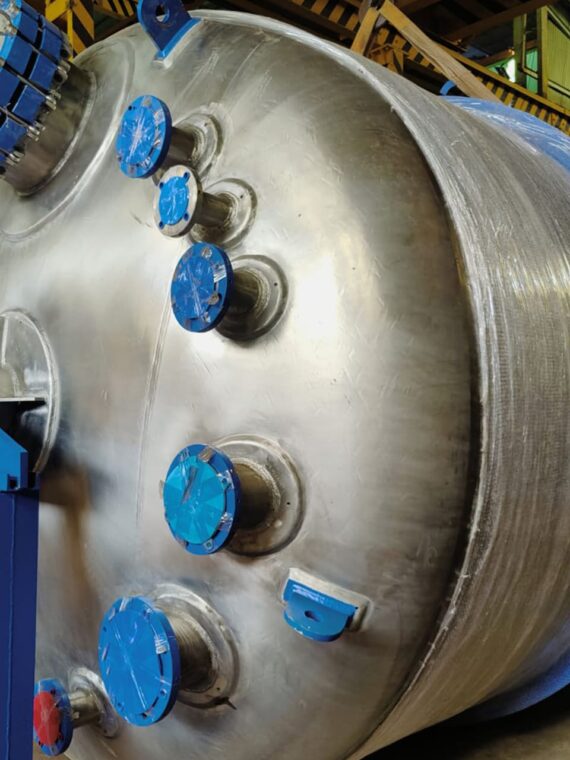
Vessel
The chemical reaction occurs in the vessel. Depending on reactor temperature, pressure, reactant, and product corrosiveness, reactor vessels are made of stainless steel, carbon steel, glass-lined steel, nickel alloys, or titanium. Stalwart International, a prominent chemical reactor manufacturer in India, uses skilled engineers to custom-build reactor vessels to fulfill industrial process pressure, temperature, corrosion resistance, and material compatibility requirements.
Agitators
Mechanical mixing devices called agitators are positioned within reactor vessels to provide adequate mixing and equal temperature, concentration, viscosity, and catalyst contact. Paddle, propeller, turbine, anchor, helical ribbon, and magnetic drive are different types of agitators. These may be top-mounted on the reactor head plate, side-mounted on the reactor shell, or bottom-mounted, depending on vessel design and mixing demands.
Heat Transfer System
For exothermic and endothermic processes, the reactor vessel temperature must be controlled via an efficient and responsive heat transfer mechanism. Reactor jackets, cooling coils, heating coils, reboilers, condensers, heat exchangers, and other heat transfer equipment may provide or remove heat from reactor contents. Optimal thermal control improves reaction rates, yield percentage, and product selectivity.
Sensors
Reactor and pipeline sensors detect temperature, pressure, pH, liquid level, and reactant/product composition. The valuable data from these sensors enables precise automated control of feeds, heating/cooling utility flow, agitation speed, and other parameters to maintain safe, efficient reactor operation at optimal conditions.
Industry Applications of Chemical Reactors
Chemical reactors are widely used across industries to enable and optimize chemical processes. Key sectors that rely extensively on chemical reactors include:
- The petrochemical industry uses reactors to produce ethylene, propylene, and other aromatics by steam cracking, catalytic reforming, and hydroprocessing. Leading Indian reactor manufacturers like Stalwart International customize reactors for petrochemical companies depending on throughput.
- Plastics and synthetic fibers are made in several reactors by the polymer industry. We make continuous stirred tank reactors, tubular reactors, and others for nylon, polyester, and polyethene. Our reactors enable precise temperature control and optimized catalyst feeding.
- Chemical reactors produce ammonia, urea, ammonium nitrate, and other nitrogen-based fertilizers via ammonia synthesis and nitric acid oxidation. Our engineers build reactors for high conversion efficiency and minimal by-products.
- For medicines, dyes, paints, and agrochemicals, fine chemicals and specialized makers need reactors. Our advanced reactors ensure rapid reactions, heat/mass transfer, safety, and environmental compliance.
By offering specially engineered reactors, Stalwart International has become a trusted name across chemical process industries in India and abroad.
Wrapping Up
Chemical reactors form the core of chemical production, enabling companies to carry out reactions safely, sustainably, and efficiently. Their continuous operation with optimized conditions facilitates superior yields, quality, and consistency compared to traditional batch methods. Chemical reactors offer measurable benefits across industries in terms of efficiency, waste reduction, quality control, energy conservation, and more.
When looking to implement or upgrade reactor systems, Stalwart International‘s decades of expertise in supplying customized, high-performance chemical reactors come in assistance for diverse industrial applications. Partnering with established reactor manufacturers like Stalwart can help chemical producers achieve new levels of speed, efficiency, and profitability.