Chemical reactors, the vessels designed to contain chemical reactions and maximize product yields, are at the center of every chemical manufacturing process. Chemical reactors find application across various industries, like chemical manufacturing, pharmaceuticals, petrochemicals, polymers, fertilizers, food and beverage, biotechnology, metallurgy etc.
Did you know? The global market for chemical reactors is anticipated to increase at a CAGR of 4.08% from US$579.468 million in 2021 to US$766.865 million in 2028. Stalwart International is one of the global leaders in manufacturing customized stainless steel chemical reactors. Reactors from our company are renowned for their dependability, efficiency, and capacity to handle complex reaction conditions.
Are you interested in investing in quality chemical reactors to maximize your production’s output? This blog presents the ultimate FAQ guide to choosing and investing in the right chemical reactor for your operations to bring out the best of your investments.
What are chemical reactors?
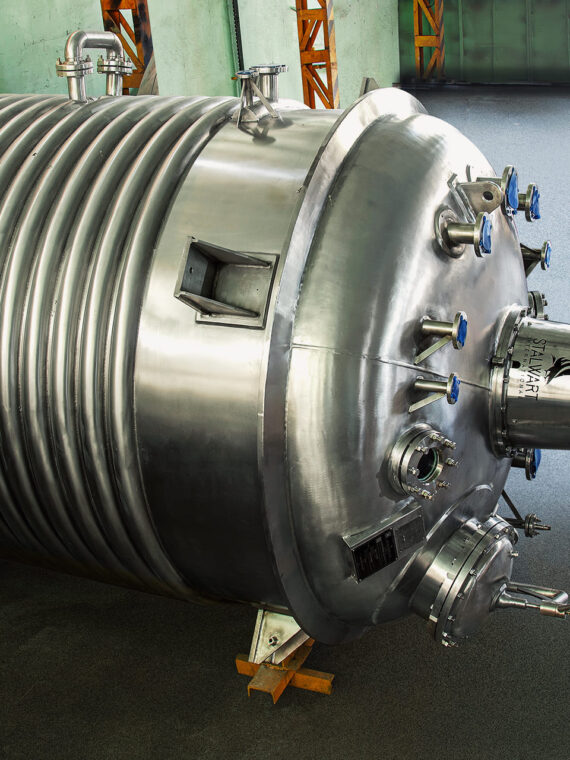
Chemical reactors are vessels or equipment where large-scale chemical reactions can be conducted safely. They enable precise control over production conditions such as temperature, pressure, concentration, and flow rate. They are identified as process vessels carrying out diverse chemical reactions and analyses.
What are the different types of chemical reactors?
As one of the leading chemical reactor manufacturers in India, Stalwart International designs customized reactors with optimal heat and mass transfer conditions. Here are the different types of chemical reactors designed and manufactured at our facilities:
- Batch reactors – Batch reactors are containers in which all reactants are introduced simultaneously at the beginning of a procedure. The chemical reaction occurs within a contained environment for a specified period, after which the products are extracted.
- Continuous stirred tank reactors (CSTR) –Continuous stirred tank reactors (CSTR) are used in processes where reactants are continuously added to a tank containing reactants, products, and catalysts in a well-mixed state. An impeller continuously stirs the mixture while an equal volume is withdrawn, resulting in a constant volume and uninterrupted reaction.
- Plug-flow reactors – Plug-flow reactors involve reactants streaming continuously through a tube with minimal back-mixing, simulating the movement of discrete plugs within the reactor. It creates optimal conditions for sequential reactions by continuously delivering new reactants to the reaction zone.
How do chemical reactors work?
Different types of chemical reactors are available in the market for different applications. So, every chemical reactor has a unique working principle. A continuously stirred tank reactor (CSTR) is widely used in industries to produce chemicals, pharmaceuticals, and other products. Let’s see how a CSTR works:
- Preparation Phase
The process starts by preparing and setting the machine up according to the product specification. The reactants are prepared alongside the machine, which will participate in the mixing process. After everything is set, the reactants are entered into the reactor through an inlet. - Mixing Phase
The stirrer will play its part as soon as the reactants enter the reactor. Moreover, the heat exchanger will provide the necessary heat for the chemical reaction to complete the reaction. The process continues with all the factors remaining constant, and a homogenous mixture will be formed. - Releasing Phase
After the process is completed, the machine will release the homogenous mixture. Note that the reactor properties will remain the same during the outlet process as during the inlet process.
What is the difference between batch chemical reactors and continuous stirred tank reactors?
With decades of experience in manufacturing and designing high-pressure stainless steel chemical reactors, batch, and continuously stirred tank reactors differ from each other in many aspects, like:
- Operation:
Batch reactors operate in discrete batches, whereas CSTRs allow continuous adding and removing of reactants/products under constant conditions. - Production:
Batch reactors produce chemicals in phases requiring loading and discharging cycles. CSTRs facilitate uninterrupted production that is continuous and consistent. - Residence Time:
In batch reactors, all reactants are present at the same rate. The continuous flux of CSTRs results in variable residence durations. - Mixing:
CSTRs employ continuous agitation for uniform mixing, whereas batch reactors use intermittent mixing, facilitating more consistent conversion in CSTRs.
What critical points should one consider when purchasing chemical reactors?
As a leading chemical reactor manufacturer in India, here are some crucial aspects one should consider before purchasing a chemical reactor:
- Process Parameters – It is important to understand the process parameters and requirements that you need and explain these points to the manufacturing company precisely so the chemical reactor can be customized and designed accordingly to match your operation needs.
- Residence Time – Before giving the order for chemical reactors, you should know the residence time, which describes the period reactants will reside in the chemical tank.
- Volume or Capacity – Consider the quantity of chemical reactants required to select the right stainless steel chemical reactor size.
- Pressure and Temperature Requirement – Consider the process’s minimum and maximum pressure and temperature requirements to select the right chemical reactor that can easily handle the application requirements and the temperature fluctuations for a long time.
- Construction Material – The construction material of chemical reactors is an important aspect of maintaining the integrity of chemical reactors for a long time. There is no one go-to material for designing chemical reactors, and depending upon the nature of reactant chemicals and the operating conditions, like temperature and pressure, certain materials will perform better than others. If you are uncertain which material would be perfect for your industry operation, the expert designers and manufacturers can help you by suggesting the best material after analyzing the industry process.
How do you test the quality of chemical reactors?
Chemical reactors play a significant part in chemical, pharmaceutical, and other industries, so investing the quality stainless steel chemical reactors that have passed all the stringent industry standards and compliance regulations is essential. Here are some tests that are performed on chemical reactors to check the quality, and you should keep in mind to check before purchasing:
- Characterization System Tests
- Visual Inspection Tests
- Absence or Presence of Monitoring Systems
- Hydro Test
- Electric Current and Voltage Testing
- Temperature Control and Testing Systems
- Gauging and Probing Systems
- Sensor and Laser Measurement Systems
- Load Trial
With decades of experience designing customized reactors and providing comprehensive process solutions, Stalwart provides high-performance, precision-controlled equipment. As a reputable chemical reactor manufacturer in India, our manufactured chemical reactors undergo a rigorous testing process to ensure quality, and our equipment design meets the standard requirements as per ASME Sec. VIII Div. I, AD Merkblatter, and other international standards.
What Do the Prospects Look Like for the Chemical Reactors in the Future?
The chemical industry constantly evolves to satisfy rising global demand and new regulatory standards. Here are some major future trends that can be witnessed in stainless steel chemical reactor manufacturing:
- Increased shift to continuous processing: The continuous flow reactors enhance chemical manufacturing’s productivity, efficiency, and output consistency.
- Focus on sustainability: Innovative reactor designs enable more efficient, green reactions that form fewer by-products and consume less energy.
- Intensified processes: Multifunctional, compact, intensified systems that combine unit operations such as reactive distillation into a single piece of equipment will be more in demand.
- Digitization and automation: As digitization and Industry 4.0 practices are revolutionizing every industry, the new-age chemical reactors are equipped with sensors, real-time monitoring systems, and AI-based control algorithms to optimize reaction conditions and improve efficiency.
- Hybrid Reactors: An emerging trend in chemical reactor manufacturing is hybrid reactors, which combine different reactors to improve efficiency, selectivity, and yield in chemical processes.
- Advanced Materials-In the upcoming years, new materials, like graphene, carbon nanotubes, and advanced ceramics, will be utilized for chemical reactor manufacturing, as these new materials enhance the reactors’ performance, durability, and corrosion resistance. Moreover, the advanced materials offer improved heat transfer and reduced chemical reactor maintenance services.
Stalwart International: Pioneering Excellence In Chemical Reactors
As production scales up to satisfy the requirements of numerous end-use industries, the global demand for stainless steel chemical reactors will continue to expand. Reactor equipment manufacturers such as Stalwart International are well-positioned to capitalize on emerging trends such as continuous processing, process intensification, digitalization, and an emphasis on sustainability and green engineering.
We offer extensive stainless steel reactors, including batch, continuous stirred tank, and plug flow models for pharmaceuticals, chemicals, polymers, dyes, and pigment manufacturing. Moreover, from manufacturing to turnkey and commissioning, we also offer chemical reactor maintenance services. Our reactors are renowned for their durability, dependability, and precision control over process parameters.
Stalwart is an excellent option for industries seeking SS reactor manufacturers capable of delivering high-quality products that meet stringent process specifications. Visit our website today to schedule a meeting with experts and explain your requirements for a customized chemical reactor to maximize your profits.
Stalwart International is a process equipment manufacturer in India that aims to provide innovative solutions for your engineering needs. With our expertise, experience and excellence, we can help you achieve remarkable outcomes for your business.