Advanced chemical reactor technology enhances the performance of batch production operations. Chemical manufacturing success depends on both efficient precision and superior quality output in an industry sector that continues to develop. The pharmaceutical industry, together with the petrochemicals and specialty chemicals sectors, requires exact and consistent outcomes from their batch operations. Chemical reactors act as the final and initial point for all reactions in production because they both influence reaction performance and product quality standards.
Modern industries transform through chemical reactor technology because it delivers advanced control systems and automated functionalities and optimization capabilities. Modern reactor technologies enhance batch operations while simultaneously enhancing industrial production and chemical product quality, according to the blog.
The Role of Batch Processes in Chemical Manufacturing
The chemical industry relies on batch processing as its primary operational technique to sequence the combination of ingredients. Actual planning and execution of batch operational procedures enable businesses to personalize their output and enhance their flexibility through all manufacturing stages. Specialty chemicals, pharmaceuticals, and biochemical production need this method because it yields valuable yet scarce outputs.
The operators face particular challenges because of batch processing operations. The process generates inconsistent results because temperature, pressure, mixing, and ingredient quality change throughout production. Manufacturers benefit from advanced chemical reactor technology, which enables them to achieve optimal results through exceptional variable control systems.
1. Smart Reactor Design: Precision and Efficiency
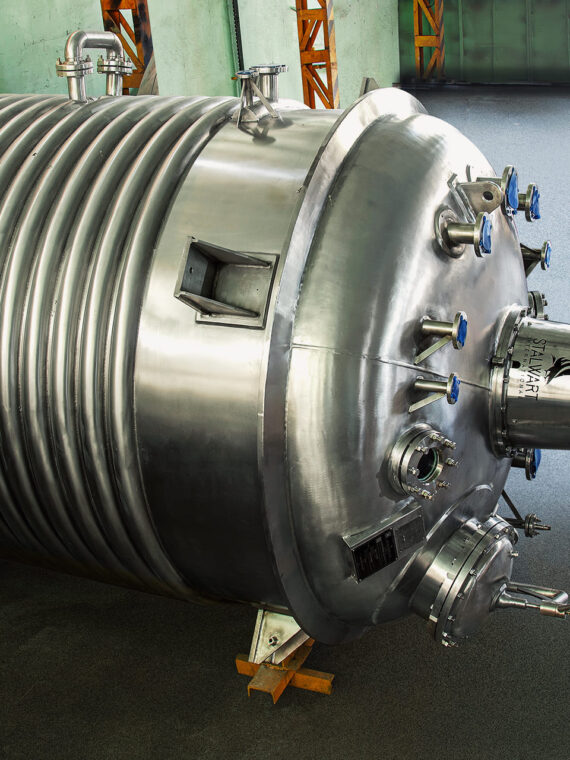
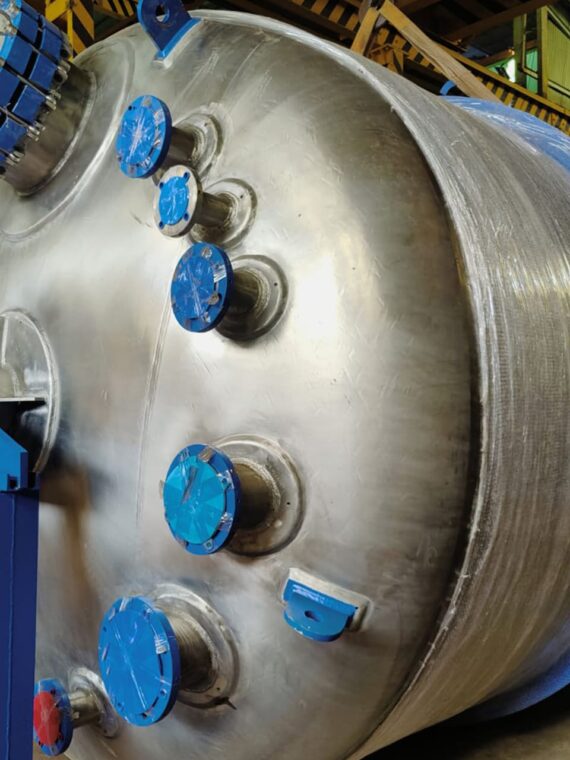
The modern chemical reactor is much more than a vessel for chemical reactions. Modern designs nowadays incorporate cutting-edge features that deliver optimal efficiency while minimizing human intervention. Some of the most salient advancements are:
- Automated Control Systems: Modern reactors have automated control panels that regulate temperature, pressure, and mixing speed. This ensures uniform quality from batch to batch.
- Mixing and Agitation Technology: Efficient mixing equipment improves mass and heat transfer, preventing hotspots and maintaining homogeneity. Turbine agitators and helical ribbon mixers are increasingly being used in next-generation reactors.
- Jacketed Reactors: This design facilitates controlled heating and cooling, allowing rigid temperature control throughout the process.
Benefits:
Enhanced reactor designs improve reaction efficiency, reduce cycle times, and minimize manual intervention, ultimately leading to better product quality and higher throughput.
You May also Like: Chemical Reactors – The Heart Of Chemical Plants
2. Automation and Real-Time Monitoring: The Digital Advantage
Industry 4.0 ideas focus on the application of automation and real-time monitoring in the production of chemicals. Advanced reactors are provided with IoT sensors and PLC systems that continuously monitor vital parameters.
What’s more:
- Data Logging and Analytics: Real-time monitoring allows for deviation detection and initiation of corrective action in real time.
- Predictive Maintenance: Based on AI-driven analytics, maintenance needs are anticipated beforehand, reducing downtime.
- Remote Monitoring: Operators can monitor reactor performance remotely, providing round-the-clock monitoring even during non-working hours.
Impact:
Automation eliminates human error and operational inefficiencies while ensuring consistent product quality. Real-time data enables manufacturers to make well-informed decisions, improving overall productivity.
You May also Like: Why Chemical Reactors are the Heart of Industrial Manufacturing
3. Enhanced Safety Features: Protecting Operations and Personnel
Safety is of paramount importance in the production of chemicals. Modern reactor technologies are designed to neutralize risk factors through:
- Automated Safety Shutoff: Systems automatically shut down if overheating, overpressure, or leakage occurs to prevent accidents.
- Explosion-Proof Designs: Tough material construction and secure seal mechanisms prevent explosions and chemical leakage.
- ISA-Time Gas Monitoring: Detects harmful gas releases and immediately alarms them.
Outcome:
Enhanced safety components protect machinery and operators, ensuring a safer working atmosphere and compliance with regulatory specifications.
4. Energy Efficiency and Sustainability: A Greener Option
With sustainability as the primary goal of producers, new reactor technology heads the way to reducing environmental footprint.
- Energy Recovery Systems: Heat management systems and integrated heat management minimize energy consumption.
- Low-Emission Designs: Next-generation reactors reduce the emission of volatile organic compounds (VOCs) and greenhouse gases.
- Waste Reduction: Precise control of reaction conditions lowers waste production and reduces raw material requirements.
Sustainable Advantages
Installation of energy-efficient reactor technology lowers operational costs and assists in compliance with environmental regulations, thereby making production cleaner and more sustainable.
You May also Like: Role of Chemical Reactors in Chemical Processing
5. Customization and Flexibility: Adapting to Market Demands
With a greater need for customized products, chemical reactor manufacturers need flexible reactor systems. Advanced technology enables manufacturers to:
- Support Variable Chemical Reactions: From polymerization to esterification, contemporary reactors adapt to many processes.
- Quick Configuration Adjustment: Modular reactor systems enable quick configuration changes to meet changing production needs.
- Batch Size Adjustment: Switch reactor size and production without significant downtime or loss of performance.
Competitive Advantage
By allowing quick customization, companies are able to serve specialized markets without losing efficiency.
6. Integrating Digital Twins: Simulating Perfection
One of the most exciting advancements in chemical reactor technology is Digital Twin models. These are computer simulations of physical reactors that replicate performance under different conditions.
- Process Optimization: Test and validate changes without disrupting actual production.
- Failure Prediction: Identify potential issues and test mitigation techniques virtually.
- Performance Monitoring: Compare current conditions with digital simulations in real time to identify inefficiencies.
Revolutionary Impact:
Digital twins enhance decision-making because they allow the manufacturers to pilot process changes without physical risk or production loss.
Case Study: Transforming Efficiency with Advanced Reactor Technology
One of the world’s leading specialty chemicals companies commissioned a next-generation chemical reactor system with real-time monitoring and predictive maintenance. The combination of automated temperature control and state-of-the-art mixing technology has delivered impressive results, shaving a remarkable 30% off batch process time. This significant reduction in time not only enhances our operational efficiency but also our competitive edge. The system has also improved product homogeneity by 20%, cut downtime by 40%, and boosted productivity and profitability overall.
Conclusion: Embracing the Future of Batch Processing
Cutting-edge chemical reactor technology is undoubtedly the secret to unleashing batch processing in the chemical industry. By integrating bright manufacturing ideas, automation, safety mechanisms, and environmentally friendly technology, manufacturers are not only in tune with Industry 4.0 but also leading the charge.
Chemical manufacturers, including Stalwart International, must stay ahead by investing in advanced reactor systems that provide precision, efficiency, and flexibility. Embracing these cutting-edge technologies not only boosts plant performance but also ensures a safe and profitable future.
Harness the potential of innovative chemical reactor technology, enhance your batch processes, and get ahead!
FAQs
1. What are batch processes in the chemical industry?
Batch processes involve producing chemicals in specific, measurable quantities rather than continuous production. Raw materials are loaded into a reactor, undergo chemical transformation, and are then discharged before starting a new batch. This method is commonly used for specialty chemicals, pharmaceuticals, and fine chemicals.
2. How does advanced chemical reactor technology improve batch processes?
Advanced chemical reactor technology enhances batch processing by optimizing temperature control, improving reaction efficiency, reducing cycle times, and ensuring consistent product quality. Modern reactors also allow for better mixing, heat exchanger, and scalability, making them ideal for various chemical applications.
3. What are the key features of modern chemical reactors?
Some key features include:
- Precise temperature and pressure control for improved reaction efficiency.
- Automated process control systems for real-time monitoring and adjustments.
- Enhanced mixing and agitation systems for uniform chemical reactions.
- Corrosion-resistant materials for handling aggressive chemicals.
4. How does reactor design impact batch process efficiency?
The design of a chemical reactor affects heat exchanger, mixing efficiency, and reaction kinetics, all of which influence batch process efficiency. Advanced reactor designs, such as jacketed reactors and agitated vessels, help maintain optimal reaction conditions, reducing waste and improving yield.
5. What industries benefit from advanced batch reactors?
Industries that benefit include:
- Pharmaceuticals – for precise drug formulation and synthesis.
- Specialty chemicals – for custom formulations and high-purity chemicals.
- Food and beverage – for controlled production of additives and flavors.
- Petrochemicals – for refining and processing specific chemical compounds.
6. What are the advantages of using automated reactor systems in batch processing?
Automated reactor systems provide:
- Enhanced safety by minimizing human intervention.
- Greater consistency in product quality.
- Real-time monitoring and control for better process optimization.
- Reduced operational costs due to improved energy efficiency.
7. How does heat Exchanger technology impact reactor performance?
Efficient heat exchanger ensures optimal temperature control, preventing overheating or underheating, which can affect reaction yield and product quality. Modern reactors use jacketed systems, internal coils, or external heat exchangers to maintain the required thermal conditions.
8. How can batch processes be scaled up using advanced reactor technology?
Advanced reactors are designed with scalability in mind, allowing manufacturers to increase production capacity without compromising quality. By utilizing modular reactor designs and automation, industries can seamlessly transition from pilot-scale to full-scale production.
9. What role does mixing technology play in batch reactors?
Mixing ensures uniform distribution of reactants, promotes efficient heat exchanger, and improves reaction rates. High-performance agitation systems, such as impellers and high-shear mixers, help achieve better process efficiency and product consistency.
10. Why should companies invest in advanced chemical reactor technology?
Investing in modern chemical reactor technology leads to the following:
- Higher production efficiency and reduced batch times.
- Improved product quality and consistency.
- Lower operational costs and energy consumption.
- More excellent safety and compliance with industry regulations.