Stalwart International– Shell and Tube heat exchanger manufacturers in India ensure to maintain cost-effectively providing solutions for a wide spectrum of heat exchangers used in various process conditions. It has several benefits that include prevention of shear strains on the products, high shear strains on the products and complete switch over the constant process.
What is the role of Shell and Tube heat exchanger in the industry?
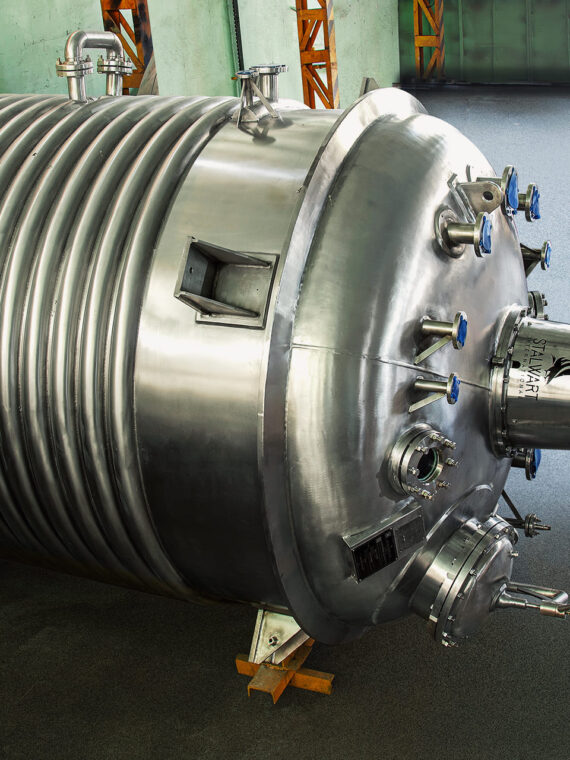
Stalwart International follows its advanced technology in order to manufacture Shell and Tube heat exchanger. A shell and tube exchanger comprises of multiple tubes mounted inside a barrel-shaped shell. Two liquids can transfer the heat with each other, one fluid slides over the exterior of the tubes while the second fluid slides within the tubes.
The shell and tube exchanger includes four main parts. First In the Front Header liquid inserts the tube-side of the exchanger. In Rear Header tube side liquid leaves the exchanger or chemical reenter in the front header of exchangers from multiple tube side passes. Tube bundle comprises of the tubes, tube sheets, baffles, and tie rods to hold the bundle together. And Shell is the container for the tube bundle.
In order to ensure this heat is conveyed efficiently, the heat transfer area should be large to optimize the heat loss, this conserves the energy.
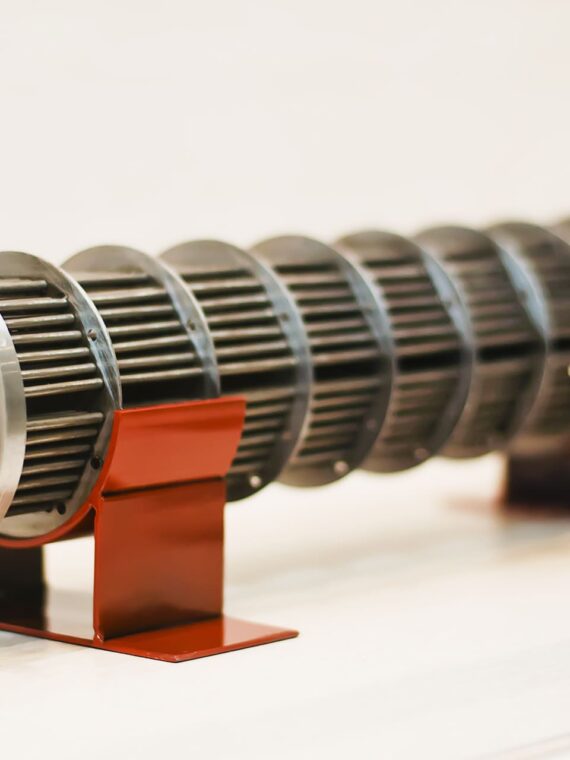
Composed of a shell or a large pressure vessel, the shell and tube heat exchanger allows one fluid to pass through the tubes while another fluid flows through the shell in order to transfer heat between the two different fluids. 1 assemblage of tubes inside the shell and tube heat exchanger is acknowledged as the tube bundle. They may be constituted of a mixture of different types of tubes.
Advantages of Shell and Tube heat exchangers
- Shell and Tube heat exchangers have several advantages and benefits over equivalent smooth tube models.
- Less costly as compared to plate type exchangers
- Can be utilized in arrangements operating under immense heats and pressures
- Pressure drop over a tube cooler is less
- Tubular coolers in refrigeration structure can go approximately as recipients too.
- sacrificial anodes secure the entire cooling framework against erosion
- Easy to repair and maintenance
Application of shell and tube heat exchanger
- The simple design of a shell and tube heat exchanger makes it best cooling solution and heat stabilizer for a wide variety of applications.
- One of the most common applications is the cooling of hydraulic fluids, Chemicals, and oils.
- With the right choice of materials, they can also be used to cool or heat other mediums, such as swimming pool water or charge air.
- Usually, a shell and tube heat exchangers are easy to clean and maintain, particularly with models where a floating tube bundle.
The shell and tube heat exchangers may be used for a variety of different applications based on the particular needs of that industry. The shell and tube design can include a variety of variations based on specific industrial needs. For example, the tubes inside the heat exchanger may be U-shaped or they may be straight.
You May Also Like: Application of Heat Exchangers in Food Processing
Types of Shell and Tube Heat Exchangers
Shell and tube heat exchangers come in several types and configurations, each suited to specific industrial applications and process requirements. Understanding the different types helps in selecting the right exchanger based on temperature, pressure, fluid properties, and maintenance needs.
1. Fixed Tube Sheet Heat Exchanger
This is the most common type, where the tube sheets are welded directly to the shell. It is ideal for clean fluids on both the shell and tube side. Since the tubes are fixed, cleaning the outside of the tubes is difficult, but the inside can be cleaned easily. These are cost-effective and typically used when thermal expansion between the shell and tube is not a concern.
2. U-Tube Heat Exchanger
This design features tubes bent in a U-shape, allowing one end of the tubes to expand and contract freely. It is particularly effective for applications involving high temperature differentials between the fluids. U-tube exchangers are compact and allow for easy cleaning of the shell side, though tube-side cleaning is limited to accessible areas.
3. Floating Head Heat Exchanger
In this configuration, one tube sheet is fixed while the other is free to float. This allows the tube bundle to expand and contract independently from the shell, accommodating thermal stress. The floating head also allows for easy removal of the tube bundle for cleaning or maintenance. It is suitable for dirty or fouling services where frequent maintenance is expected.
4. Kettle-Type Reboiler
These are specialized shell and tube exchangers used primarily in distillation columns for reboiling applications. The design includes a large shell where liquid is boiled using steam or another heat source through the tubes. The vapor then rises and is collected at the top while the heavier liquid remains at the bottom.
5. TEMA Configurations (BEM, AEL, AES, etc.)
Shell and tube exchangers can also be classified using TEMA (Tubular Exchanger Manufacturers Association) standards. These codes represent different combinations of front head, shell, and rear head types. For example:
- BEM: Fixed tube sheet, removable bundle
- AEL: Floating head with external bonnets
- AES: Split ring floating head
These configurations help in standardizing designs to meet specific performance, cleaning, and maintenance requirements.
You May Also Like: 2 Major Types of Heat Exchangers Used in Industries for Multiple Applications
Industries That Use Shell and Tube Heat Exchangers
Due to their robust design and operational versatility, shell and tube heat exchangers are used across many industries:
- Chemical and Petrochemical Plants: For heating and cooling corrosive fluids and handling volatile compounds.
- Oil & Gas Refineries: Widely used in heat recovery and crude distillation processes.
- Power Plants: Applied in condensers and boiler feedwater preheaters.
- Pharmaceuticals: For temperature control during formulation and reaction processes.
- Food & Beverage: Helps in pasteurization, sterilization, and other thermal processes.
- HVAC Systems: Used for cooling water, condenser water, and refrigerants in large commercial systems.
You May Also Like: Strategies for Peak Heat Exchanger Performance
Final Words
In conclusion, shell and tube heat exchangers remain an integral component across industrial processes due to their flexibility, efficiency, and adaptability. Whether for heating or cooling in high-pressure environments, they provide reliable thermal performance.
If you’re seeking durable, high-performance heat exchangers tailored to your application needs, trust a reputed Shell and Tube heat exchanger Manufacturer like Stalwart International—delivering engineered solutions with a commitment to quality, performance, and cost-effectiveness.
FAQs
1. What are the main applications of shell and tube heat exchangers?
Shell and tube heat exchangers are widely used in industries such as chemical processing, oil and gas, HVAC systems, power generation, pharmaceuticals, and food processing. They serve critical roles in cooling, heating, condensation, and evaporation processes, helping maintain temperature regulation and energy efficiency across operations.
2. Why are shell and tube heat exchangers used in industries?
They are preferred due to their rugged design, high thermal efficiency, versatility in operating under high pressure and temperature, and ability to handle corrosive or fouling fluids. This makes them suitable for a wide range of industrial heat transfer requirements.
3. What are the advantages of shell and tube heat exchangers?
Key advantages include:
- Efficient heat transfer between two fluids.
- Ease of maintenance with removable tube bundles.
- Scalability for large-capacity applications.
- Durability in extreme operating conditions.
- Compatibility with a variety of fluids including steam, oil, gas, and water.
4. What is the working principle of a shell and tube heat exchanger?
It works on the principle of indirect heat exchange. One fluid flows through the tubes, and another fluid flows over the tubes within the shell, allowing heat transfer without direct contact. Heat flows from the hotter fluid to the cooler one via conduction through the tube walls.
5. What are the disadvantages of shell and tube heat exchangers?
Despite their benefits, some disadvantages include:
- Larger footprint compared to plate heat exchangers.
- Higher initial cost and complexity in design.
- Potential for fouling over time, requiring periodic cleaning.
- Limited efficiency in low-temperature differential applications.
6. What are the applications of shell and tube heat exchangers in the food industry?
In the food and beverage industry, they are commonly used for pasteurization, sterilization, and temperature regulation of dairy products, juices, and sauces. Their design ensures hygienic heat transfer, meeting food safety standards while maintaining product quality.