Textile industry is one of the largest and most dynamic industries in the world which is constantly growing in respect of the fashion trend, necessities of performance and also sustainability issues. The textile chemical industry, which provides the textile with colour, feel and structure in form of dyes, finishes and specialty chemicals, and durability, is the core of this transformation. Due to the fact that the industry is expected to undergo a stable growth in the nearest future, the necessity of utilizing high-quality equipment within the textile chemical industry is becoming more and more critical.
Manufacturers and processors have realized that success in this competitive space does not necessarily rely on chemical formulations but also on the equipment, on which production is motivated. As the entire process of distillation is done with precision reactors, every step in textile manufacturing needs particular machines that would be consistent, productive and have international standards.
Rising Demand in the Textile Chemical Industry
Textile chemical industry is experiencing an impressive boom worldwide, driven by an increasing number of consumers demanding various textiles, environmentally friendly innovations, and new technology in finishing. The scale of production must be considered a challenge, alongside the need to preserve quality and cost-effectiveness.
To achieve this, companies must invest in textile chemical industry equipment that is both technologically advanced and perfected to meet the specific demands of specialty chemicals. Old or poor equipment can lead to product non-uniformity, increased waste, downtime, and higher operational costs, making it challenging to compete in a global market.
Step-by-Step Process of Specialty Chemical Production
The chemical processing of textiles is a multi-step process, each of which must meet specific quality and safety requirements. The process usually takes place in the following way:
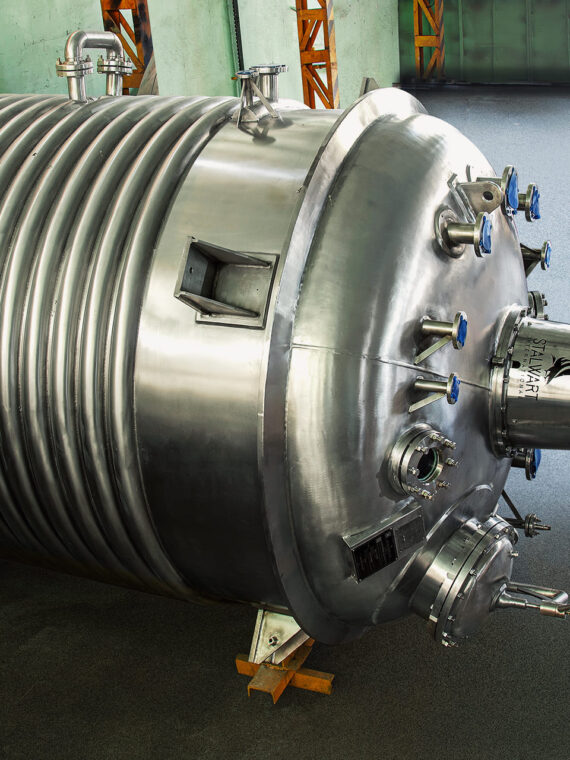
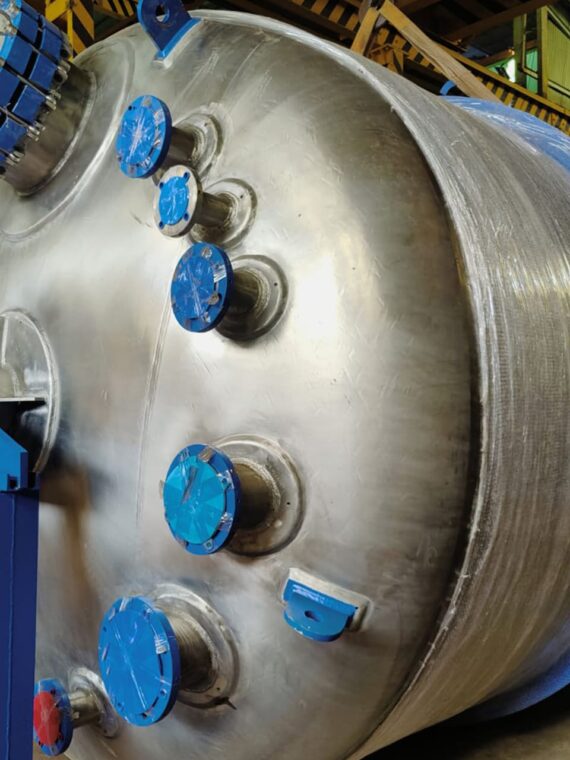
Synthesis in Reactors
Reactors are initially used to synthesize specialty chemicals under stringent temperature and pressure. The process mainly relies on reactors, which ensure that chemical reactions occur practically and safely. Any variation in the functioning of the reactor is bound to affect the quality of the final product.
Distillation Columns purification.
The compounds are then distilled after their synthesis, with the volatile elements being separated according to their boiling points. The high-performance distillation columns determine the level of purity that is required and this directly influences the performance of dyes or finishing chemicals.
Crystallization
Other chemicals need to be crystallized to isolate solid substances from a liquid solution. Contemporary crystallizers ensure consistent crystal growth, thereby enhancing the stability and effectiveness of chemical compounds.
Separation via Centrifuges
Lastly, the centrifuges help in the separation of mixtures between solids and liquids. The chemical industry, particularly the textile industry, cannot do without centrifuges, and leading centrifuge manufacturers in India play a vital role in supplying equipment that eliminates contaminants and provides uniformity in the chemical product.
Through the incorporation of modern specialty chemical processing equipment in these processes, producers can reduce the number of mistakes and wastage and maximize the return on investment (ROI).
How Advanced Equipment Improves Purity, Efficiency, and ROI
The purchase of good quality chemical equipments in the textile industry is not an option any more, it is a prerequisite of long term growth and sustainability. Here’s why:
- Enhanced Purity: The contemporary reactors, distillation columns, and centrifuges have been advanced to achieve high purity with the chemicals that are produced being effective and safe in use in the textile industry.
- Operational Efficiency: modern equipment will minimise downtime, maximise on energy usage and simplify operations. This increases the speed of production and cost minimization.
- Increased ROI: The initial costs of the high end machinery may appear huge, but the payoff in the long run are much greater. Improved productivity, minimized wastes and adherence to international standards mean increased profitability.
The use of state-of-the-art machinery is a game changer to the textile chemical manufacturers who want to stay relevant in the world.
Benefits of ISO-Certified and ASME U-Certified Equipment
The other important consideration when selecting the appropriate equipment is global certification. The major textile machinery manufacturers in India and other countries are cognizant of the fact that it is necessary to offer machines which will be of international quality and safety standards.
- ISO 9001:2015 Certification: Predicts uniform quality management systems, and buyers are assured that the equipment would offer credible service.
- ISO 12100 Certification: It is concerned with safety standards and the machinery must reduce risks in the course of operation.
- ASME U Certification: Assures that pressure vessels and other specialty equipment have passed the rigorous test of thoroughness of the American Society of Mechanical Engineers, thus making them acceptable to the chemical production processes.
Companies investing in the ISO and ASME certified equipment are protecting not only the working family, but also their products or brand image. To explore these certifications in detail, you can visit Stalwart International Certifications.
You May Also Like: Understanding The ASME U Stamp: Quality & Safety of Pressure Vessel Manufacturing
Stalwart International’s Role in Delivering Tailored Solutions
Stalwart International is a great assistance in providing tailored solutions. Stick-built International is a major textile machinery manufacturer with a base in India, which has been able to establish a niche in textile chemicals. The organization is determined to design and produce high-quality international equipment, leveraging decades-long experience to meet the individual specifications and needs of textile chemicals manufacturing processes.
The employees in Stalwart International are:
- Control of drug synthesis is offered through special reactors, designed with the expertise of reputed chemical reactor manufacturers in India.
- Colonial distillation of correct purification.
- Separative and finishing of Crystallizers and centrifuges.
- Our custom applications are based on the requirements of our clients.
Diversity of equipment, among others, and its quality, as well as a commitment to compliance, have helped Stalwart to stand out. The equipment is designed to be safe, reliable, and efficient, as certified by ISO and ASME. The customer-first concept embraced by the firm means that customers will be supplied with equipment that optimizes their returns with the least amount of maintenance.
You May Also Like: Why Stalwart’s Client-Centric Approach Wins
Conclusion: Investing in the Right Equipment = Long-Term Sustainability
The textile chemical market is at a critical juncture, with demand and competition driving market changes. To succeed in this climate, manufacturers should not be content to continue with conventional methods but should adopt new technologies in the textile chemical industry. Reactors, centrifuges, and other components contribute to the fact that the production process will be pure, efficient, and profitable.
The operational excellence and sustainability of firms, such as Stalwart International, can be achieved through the utilization of certified equipment by reputable manufacturers of textile machinery in India. The future of the textile chemical industry is an investment that promises to yield returns, as it is expected to become more stable and robust in the future.
If you’re looking for certified and reliable equipment for your business, feel free to Contact us and our team will be glad to assist you.
FAQs
1. What is the role of equipment in the Textile Chemical Industry?
In the Textile Chemical Industry, equipment plays a vital role in ensuring consistent quality, safety, and efficiency. Machines such as chemical reactors, pressure vessels, and high-speed dispersers are used for dyeing, finishing, and treating fabrics with precision. Choosing certified equipment minimizes production risks, reduces energy consumption, and supports sustainable textile manufacturing.
2. What are the most common chemical processes in the Textile Chemical Industry?
The major chemical processes include bleaching, dyeing, printing, finishing, and mercerization. Each of these processes requires specialized machinery to apply chemicals effectively while maintaining fabric durability and quality. Modern certified equipment ensures that these processes meet both international safety and environmental standards.
3. Why is certified equipment important for textile chemical production?
Certified equipment ensures compliance with international standards such as ISO 9001:2015 (quality), ISO 12100 (safety), and ASME U certification (pressure equipment). This not only protects the workforce but also enhances brand credibility, product safety, and sustainability in the Textile Chemical Industry. According to UNIDO, certified machinery significantly improves industrial competitiveness and export readiness.
4. Which chemicals are most widely used in the Textile Chemical Industry?
Some of the most used chemicals include caustic soda, hydrogen peroxide, dyes, resins, and finishing agents. These chemicals are essential for processes like bleaching, coloration, and fabric strengthening. However, eco-friendly alternatives and green chemistry are increasingly being adopted to reduce environmental impacts.
5. How does the Textile Chemical Industry contribute to sustainability?
The Textile Chemical Industry supports sustainability by adopting energy-efficient equipment, using eco-friendly chemicals, and meeting strict global certification standards. Modern machinery reduces waste, optimizes water and chemical usage, and helps textile companies align with global sustainability goals. This ensures long-term operational efficiency and reduces environmental hazards.